
- Copyright © 冀ICP备16024680号-8 河北天翔成螺旋焊管生产厂 版权所有
- 电话:0317-5128301 传真:0317-6262870 手机:18632738385 地址:河北省沧州市盐山县工业开发区
产品分类
螺旋焊管知识推荐
联系方式
钢管知识
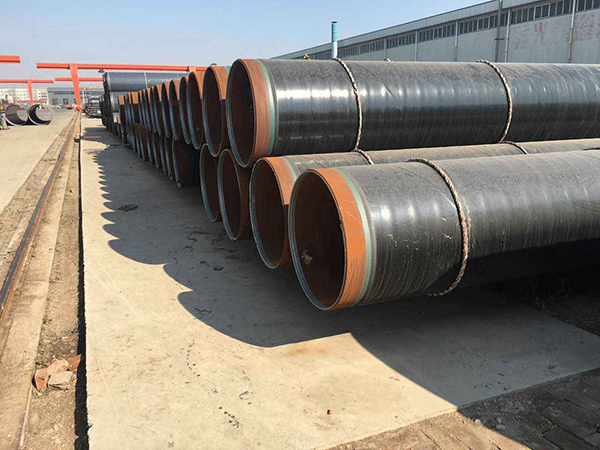
环氧煤沥青防腐螺旋管的质量标准
环氧煤沥青防腐螺旋管的质量标准
1、环氧煤沥青防腐螺旋焊管表面处理应符合规定,焊管表面预处理合格后,应及时涂底漆(当空气湿度过大时,应立即涂底漆)。底漆应涂敷均匀,无漏涂、气泡、凝块、流坠等缺陷,底漆干膜厚度应不小于25mm,钢管两端应各留100mm~150mm不涂底漆。底漆表干后,焊缝余高大于2mm的焊缝两侧,应抹腻子使其平滑过渡。

2、涂刷第一道面漆应在底漆或腻子表干后、固化前进行,且间隔时间不宜超过24h。
3、环氧煤沥青涂料应为甲乙双组份。施工环境温度高于15℃时,宜采用常温固化型;施工环境温度在-8℃~15℃时,宜采用低温固化型。底漆、面漆、固化剂和稀释剂四种配套材料宜由同一生产厂供应,其性能应符合SY/T 0447的规定。
4、玻璃布宜采用经纬密度每平方厘米为10根×10根,厚度为0.10mm~0.12mm的中碱、无捻、平纹、两边封边、带芯轴的玻璃布卷。
5、玻璃布的缠绕应在前一道面漆涂刷后随即进行,并在缠绕后立即进行下一道面漆的涂刷,最后一道面漆应在前一道面漆实干后再涂刷。玻璃布的缠绕应符合规定。
6、补口和补伤处的表面应清理洁净,接茬处的原防腐层用砂纸打毛,按要求涂敷,搭接宽度应不小于50mm。
7、环氧煤沥青涂料的底漆和面漆使用前应搅拌均匀,按产品使用说明书中规定的比例加入固化剂,并搅拌均匀,静置熟化15min~30 min。配好的漆料,必要时可加入少量稀释剂,面漆稀释剂加入量不得超过5%,超过使用期的漆料不得使用。
上一篇:钢结构螺旋焊管的优势
下一篇:螺旋焊管的成型机器
如果您需要帮助,可以立即拨打我们的服务热线!